از آنجایی که بازرسی ظاهری، میتواند موجب کاهش سایر هزینه های بازرسی نظیر آزمون های مخرب و غیر مخرب شود، بنابر این از اهمیت خاصی برخوردار است. هرگاه مطابق استاندارد، پیچ یا مهره ای به دلیل وجود عیوب ظاهری مردود اعلام شود، دیگر نیازی به تست های بعدی نیست و از طرفی، تنها بازرسی ظاهری(Visually) برای تایید پیچ و مهره کفایت نمی کند. نکته قابل توجه اینکه، ابعاد و نوع برخی از عیوب ظاهری به صورت شفاف در استانداردها مشخص شده اند و تجربه و مهارت بازرس در این هنگام بسیار ضروری است، در ضمن انجام تست های مخرب در این موارد می تواند کارساز باشد. همواره تعداد نمونه های ارسالی برای تست های غیر مخرب مانند بازرسی چشمی، بیشتر از نمونه های تست مخرب است و از این تعداد ، نمونه های مشکوک برای انجام ازمون های مکانیکی جدا، و تست می شوند.
عیوبی که در بازرسی چشمی مهره ها قابل تشخیص است به شرح زیر می با شد: ۱- ترک ها ۲- شکاف ها ۳- درزها ۴- چین خوردگی یا پلیسه ۵- حفره ها ۶- نشان ابزار ۷- آسیب دیدگی ها
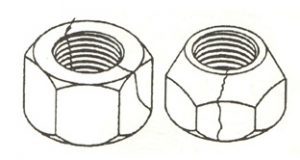
۱- ترک ها ترک نوعی گسیختگی است که در طول مرز دانه ها یا از میان آنها عبور نموده و یا در پی ناخالصی ها حرکت می کند. ترک ها اغلب بر اثر تنش بیش از حد، در حین پرس گرم یا دیکر عملیات شکل دهی و یا در خلال عملیات حرارتی به وجو آمده و یا اصلا در مواد اولیه وجود دارند. ۱-۱ ترک های آبدهی: ترک های آبدهی اغلب دارای طول زیاد، شکاف غیر منظم، و کج و معوجی بوده که ممکن است بر هر سطحی از مهره پدیدار شوند. در هر شرایطی، وجود این نوع ترک باعث رد نمونه خواهد شد.۱-۲ترک های پرس گرم ترک های پرس گرم یا ترک های ناخالصی، بر روی سطوح بالایی و پایینی مهره ایجاد می شوند. در ضمن ممکن است بین سطح بالایی و ضلع کناری مهره نیز پدید آیند. ترک های ناخالصی به طور ذاتی در مواد اولیه موجود بوده و ناشی از عملیات تولید نمی باشد. ترک های موجود بر سطوح بالایی و زیرین مجاز هستند به شرطی که: الف) بیش از دو ترک بر تمام سطح تحمل کننده بارعبور نکرده و عمقیبیش از ۰/۰۵ قطر اسمی رزوه نداشته باشد (در مورد مهره های فلنجی، وجود ترک در محدوده میان سطح تحمل کننده بار و کناره های مهره مجاز نمی باشد) ب) ترک در سطح رزوه شده از حد اولین رزوه کامل (گام) به سمت رزوه های بعدی عبور نکرده باشد، و ج) میزان پیشروی ترک در سطح اولین رزوه کامل، بیش از نصف ارتفاع رزوه نباشد.
۱-۳ترک در قسمت قفل کننده مهره نوع All metal prevailing torque این نوع ترک، ممکن است بر سطح خارجی قسمت قفل کننده مخروطی یا سطح داخلی آن اتفاق بیفتد. وجود ترک مذکور بلامانع است به شرطی که: الف) نیازمندی های مکانیکی و کاربردی بر آورده شود، ب) بیش از دو ترک(که از تمامی عرض دایره تاجی بالای مهره عبور کرده و یا عمقی بیش از ۰/۰۵ قطر اسمی رزوه داشته باشد) وجود نداشته باشد، ج) ترک در سطح رزوه شده از قله اولین رزوه عبور نکرده باشد، و د) میزان پیشرفت ترک در سطح اولین رزوه کامل، از عمق ۰/۵ برابر ارتفاع رزوه بیشتر نباشد.۲- شکاف ها
باز شدگی های مهره، روی سطح مهره را نمی یابند، بلکه در مرز بین دو ضلع مهره رخ خواهد داد، بنابراین نباید طوری باشد که عرض گوشه ای مهره از حد استاندارد کمتر شود. شکافی که در مرز بین یکی از سطوح بالایی یا پایینی و یکی از اضلاع قرار گرفته، نباید عرضی بیشتر از ۰/۲۵ میلی متر یا ۰/۰۲ عرض تخت مهره داشته باشد. در مورد مهره های فلنجی، شکاف نباید به قطر داخلی فلنج راه یافته و عرض شکاف بیش از ۰/۰۸ قطر فلنج باشد.
۲-۱ شکاف های برشی یا زاویه دار این نوع باز شدگی اگر به سطح تحمل کننده بار مهره یا دایره تاجی شکل مهره فلنج دار راه پیدا کرده باشد، مردود است. شکاف هایی که در مرز مشترک دو ضلع مهره قرار دارند، به شرطی قابل قبول هستند که عرض گوشه ای مهره به کمتر از حد استاندارد نرسیده باشد.
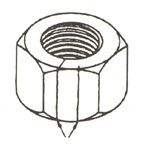
کاف های موجود بر محیط فلنج مهره های فلنج دار، به شرطی مورد تایید هستند که به قطر داخلی سطح تحمل کننده بار راه پیدا نکرده باشند. ۳- درزها درزها به شرطی قا بل قبول هستند که عمق آنها بیشتر از۰/۰۵ قطر اسمی رزوه نباشد.۴- چین خوردگی یا پلیسه چین خوردگی ها قابل قبول هستند مگر در مورد مهره های فلنج دار که چین خوردگی نباید در مرز بین محیط بیرونی فلنج و سطح تحمل کننده بار باشد. در ضمن چین خوردگی نباید بر سطح تحمل کننده بار راه یابد.۵- حفره ها عمق حفره ها نباید بیشتر از ۰/۰۲ قطر اسمی رزوه، بلکه حداکثر ۰/۲۵ میلیمتر باشد. برای رزوه های با قطری تا ۲۴ میلیمتر، مجموع سطح حفره ها نباید بیشتر از ۰/۰۵ مساحت سطح تحمل کننده بار باشد. برای قطر رزوه های بیشتر از ۲۴ میلیمتر مجموع سطح حفره ها نباید بیشتر از ۰/۱۰ مساحت سطح تحمل کننده بار باشد.۶- نشان ابزار علائم باقی مانده ناشی از ابزار تولید بر مهره ها، نباید زبری سطحی بیش از ۳/۲ میکرومتر داشته باشد، در غیر این صورت نمونه مذکور مردود می باشد.۷- آسیب دیدگی ها آسیب دیدگی ها مانند خراشیدگی ، کندگی و لب پریدگی، در صورتی موجب مردود شدن می شوند که کاربری مهره را مختل نمایند. اگر نمونه ای، در بازرسی چشمی یا غیر مخرب مردود اعلام شد، باید آن ها را جداسازی علامت گذاری کرد تا از مخلوط شدن سهوی یا عمدی پیشگیری به عمل آید.


 ۱-۲ترک های پرس گرم
۱-۲ترک های پرس گرم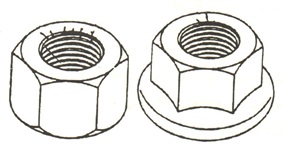
 ۲- شکاف ها
۲- شکاف ها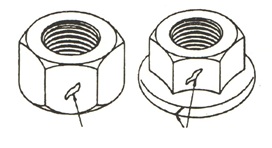
 ۴- چین خوردگی یا پلیسه
۴- چین خوردگی یا پلیسه ۵- حفره ها
۵- حفره ها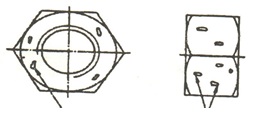 ۶- نشان ابزار
۶- نشان ابزار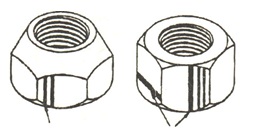 ۷- آسیب دیدگی ها
۷- آسیب دیدگی ها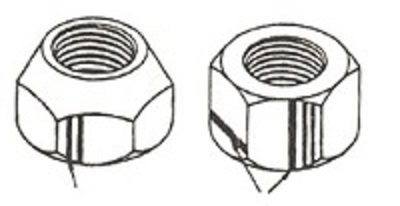



{kind=link}
{kind=link}