فرایند تولید پیچ

پیچ و مهره شرکت نفتی
فوریه 17, 2019
رول بولت(ROLL BOLT)
فوریه 17, 2019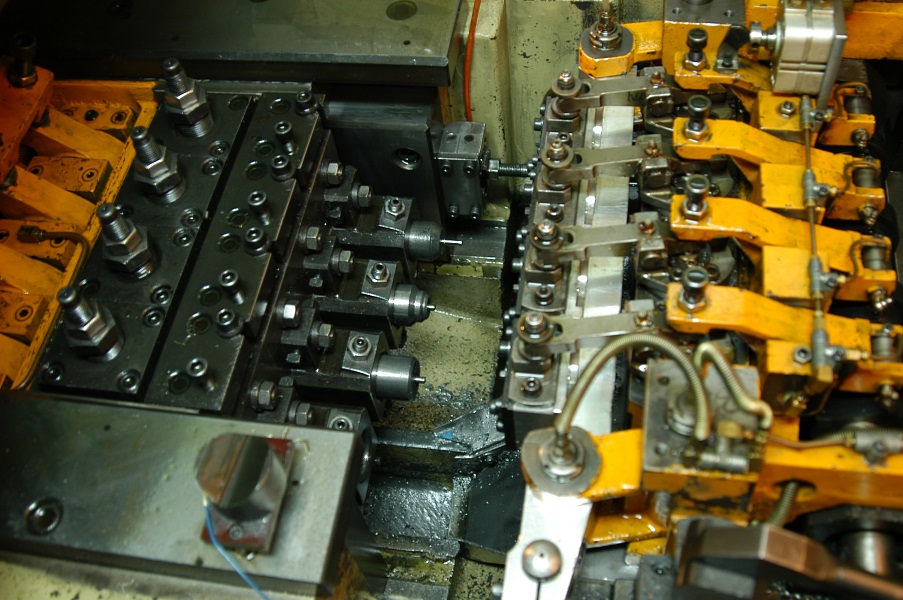
فرایند تولید پیچ
فرایند تولید پیچ در واقع یک عملیات پرس کاری است که طی آن مفتول که ماده اولیه تولید پیچ است طی چند ضربه شکل نهایی را به خود میگیرد. این عملیات پرس کاری میتواند سرد یا گرم انجام شود که معمولاً برای تولیداتی تا قطر ۲۴میلی از پرس کاری سرد و برای بالاتر از آن پرس کاری گرم استفاده میشود.
عملیات فرم دهی مفتول توسط قالبهای مخصوص این کار انجام میشود. معمولاً بخشی از مفتول که درنهایت ساقه پیچ خواهد شد. توسط قالبهای ثابت یا ماتریسها شکل داده میشود و آن بخش از مفتول که کله پیچ خواهد شد توسط قالبهای متحرک یا پانچ و یا سینه شکل نهایی را به خود میگیرد.
برای اینکه مفتول مورد مصرف از نظر مشخصات مکانیکی نهایی یعنی پس از تبدیل شدن به پیچ و همچنین قابلیت فرمپذیری و کار سرد در حین تولید را داشته باشد باید دارای آنالیز مواد معین و مشخصات مکانیکی خاصی باشد که در این مورد به تفصیل توضیح داده خواهد شد.
عملیات فرم دهی روی مفتول باتوجه به شکل و ابعاد پیچ طی چند مرحله صورت میگیرد تا پیچ شکل نهایی مورد نظر را به خود بگیرد. باتوجه به این مطلب در انتخاب ماشین برای تولید پیچ چند مشخصه عمده مورد نظر است:
۱- تناژ ماشین
۲- تعداد قالب
– همانطور که در بالا توضیح داده شد ماشینهای پیچ سازی در واقع پرسهای ضربهای از نوع افقی (خوابیده) هستند. این پرسها در واقع دارای کورس ثابت هستند و میزان تناژ ضربه آنها متفاوت است و بین حدود ۵ تا ۴۰۰ تن درحال تغییراست. از این رو تولید کننده براساس مشخصه تولید خود از نظر قطر پیچ ماشینی با تناژ مناسب را انتخاب میکند.
– از آنجا که عمل فرم دهی مفتول طی چند مرحله انجام میشود. تعداد مراحل کاری ماشین اهمیت خاص دارد ماشینهای پیچ زنی در انواع مختلف وجود دارند و آنها را براساس مراحل کاری کله زن دسته بندی میکنند مانند یک مرحله،دو مرحله، که در این مورد ذیلاً به توضیح آن میپردازیم.
ماشین آلات
ساده ترین نوع ماشین پیچ سازی نوع تک قالب است که دارای یک ماتریس و یک پانچ است که برای تولید پیچهای کاملاً ساده مانند پیچها و یا پرچهای سرگرد و یا حتی میخ مورد استفاده قرار میگیرند.
ماشین در قالب سه ضرب
این ماشین دارای دو ماتریس و سه پانچه است روش کاری آن به این صورت است که بر روی یک ماتریس دو ضربه و بر روی ماتریس دیگر یک تک ضربه وارد میشود. این ماشین توانایی تولید انواع مختلف پیچها را از قبیل سرشش گوش، سرگرد، آلن و غیره را داراست و از نظراقتصادی نیز بسیار مناسب است البته لازم به ذکر است که در انواع پیشرفتهتر این ماشین این امکان وجود دارد که بر روی ماتریس اول دو ضربه و بر روی ماتریس اول دو ضربه و بر روی ماتریس وم یک ضربه زده میشود و یا اینکه با با تغییری روی ماشین یک ضربه روی ماتریس اول و دو ضربه روی ماتریس دوم زده میشود.
– سه قالب سه ضربه
این ماشین دارای سه ماتریس و سه پانچ است بدین معنی که هر ماتریس یک پانچ دارد این ماشینها از نر تناژ از ماشینهای قبلی قویتر هستند و برای تولید پیچهایی با قطر بالا استفاده میشود.
چهار قالب چهار ضرب(چهار مرحلهای)
این ماشینها که به ماشینهای چهار مرحلهای معروفند دارای چهار ماتریس و چهار پانچ هستند و با توجه به تعداد قالب از قابلیتهای خوبی برخوردارند. تقریباً همه نوع پیچ را میتوان با این ماشینها تولیدکرد از این رو با درنظرگرفتن تعداد قالب دست طراحی برای طراحی برای طراحی خیلی باز است
پیچ و مهره

پیچ و مهره



{kind=link}
{kind=link}